




分光測色儀在擦窗機器人顏色品控中的應用
擦窗機器人,作為一種專為清潔窗戶設計的智能家用電器,近年來在高層住宅中越來越受歡迎。它能夠自動擦拭玻..查看詳情>>



在涂層色差的測定中,有兩種常用的方法:目視法和色差儀檢測法。本文將對這兩種方法進行詳細的介紹、比較及評估。一、目視法目視法是一種主觀的色差檢測方法,主要依靠人眼觀察和判斷。在目視法中,通常需要一組具有色覺敏感度的專業人員進行評估。這些評估人員會根據涂層的顏色、光澤和紋理等特征,將其與標準樣板進行比較....
在涂層色差的測定中,有兩種常用的方法:目視法和色差儀檢測法。本文將對這兩種方法進行詳細的介紹、比較及評估。

目視法是一種主觀的色差檢測方法,主要依靠人眼觀察和判斷。在目視法中,通常需要一組具有色覺敏感度的專業人員進行評估。這些評估人員會根據涂層的顏色、光澤和紋理等特征,將其與標準樣板進行比較,從而找出色差。
涂層顏色測定通常采用目測法,一般是將試樣與標準樣品在相同的條件下分別在馬口鐵板上制備漆膜,待漆膜實干后,將兩板重疊1 / 4 面積,在天然散射光線下檢查,眼睛與樣板距離30 -35cm,約成120度-140度角,根據產品標準檢查顏色,若試樣與標準樣顏色無顯著差別,即認為符合技術允許范圍。
此外,也可以將試樣制板后,與標準色卡進行比較,標準色卡可由生產或使用部門確定。國家標準GB/T 3181 -1995 《 漆膜顏色標準樣本》 中確定了目前生產和使用較普遍的51 種顏色的標準色卡,見下表:
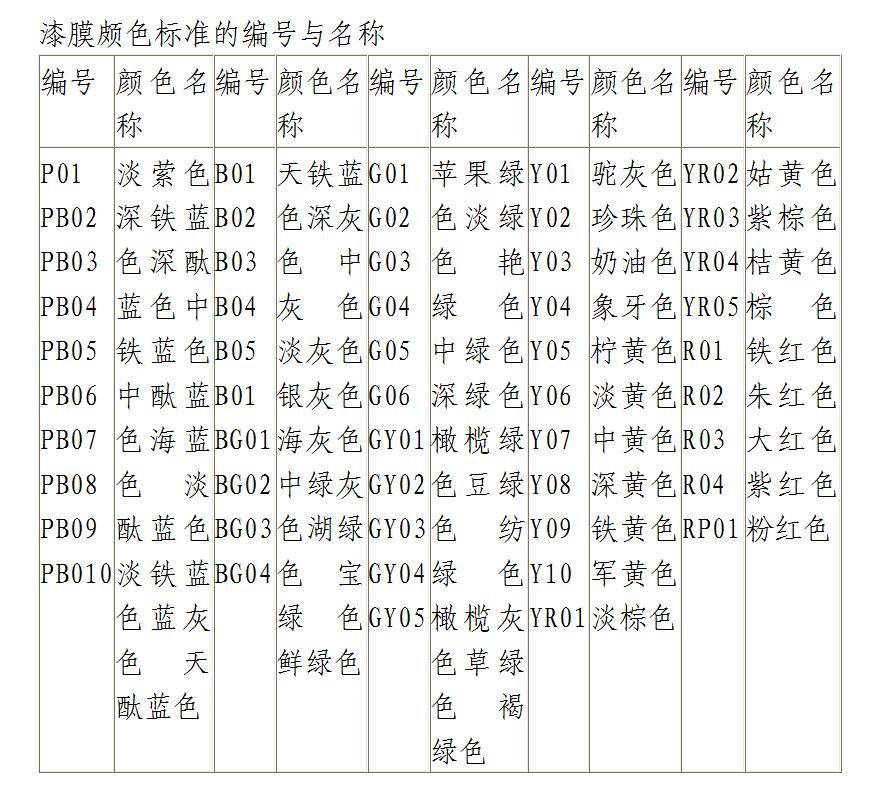
漆膜顏色標準色卡(見GB/T3181 -1995 單行本或GB / T 3181 -1995 附件)。測試時,將待試樣板與色差板并列放置,并使相應的邊互相接觸或重疊一定的面積,眼睛與其相距約500mm,觀察視線與樣板表面接近垂直,待試樣板的顏色若在色差板之間或與其中一塊色差板等色,即認為符合色差范圍。觀察時,不可在燈光及太陽光下進行,而只能在明亮的自然光下進行,否則,將出現較大的觀測誤差。
優點:
1. 人眼具有極高的靈敏度和分辨率,可以捕捉到輕微的色差變化。
2. 可以觀察到整體效果和細微之處,對于復雜形狀和顏色的涂層也能準確評估。
缺點:
1. 主觀性強,不同評估人員可能會得出不同的結果。
2. 疲勞和視覺誤差會影響評估的準確性。
3. 對于非常小的涂層或遠距離的涂層,目視法難以準確評估。
雖然一般用目測法可以區分涂層顏色的差別,但這只是一個定性的方法,并且由于受到色彩記憶能力和自然條件等因素的限制,不可避免地會產生人為的誤差。
色差儀是一種客觀的色差檢測工具,它通過測量涂層的顏色值(如L*、a*、b*等),并與標準樣板進行比較,從而計算出色差。色差儀的測量結果可以被量化,并且具有可重復性。
在一些情況下,用目測法來確定顏色的差別是遠遠不能滿足實際需要的。如涂料新產品的研制,有時就需要測試涂層在大氣中的保色性,而這就需要測試涂層顏色的變化程度。
又如在一些高級轎車的修補除裝中,為了使修補漆的顏色與原來的顏色保持一致,僅用定性的測試也是不行的,因此可采用光電色差儀對涂層顏色進行定量測定,把人們對顏色的感覺用數字表達出來。國際上最為通用的顏色測定系統是國際照度委員會所頒布的C 、I 、E 坐標系統,即測定三元刺激值x 、y 、z 。
由于所有的顏色都可以由紅、綠和藍光來合成,三元刺激值的原理即是根據人的眼神經對紅、綠、藍三個顏色所引起的刺激量的不同來計算的。

因此,在色差儀中,在固定的光源下,分別測試對比樣板與試驗樣板的三元刺激值,以紅濾色片測得的反射率為x 值;以綠濾色片測得的反射率為y 值,以藍濾色片測得的反射率為z 值,然后通過公式計算,依次將反射率讀數轉換成色標值,或者通過一個能進行自動計算的儀器直接讀出色標值。由這些代表對比樣板和試驗樣板間色標差的顏色值差,計算出色差的大小。
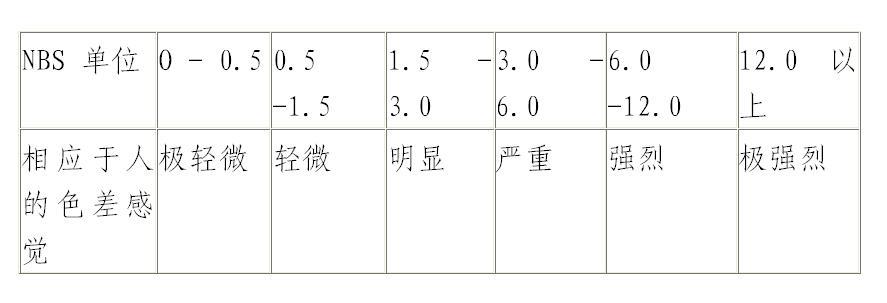
色差的單位為NBS ( National Bureau of Standards Unit ) ,原為美國國家標準局所制訂。一個NBS單位表示一般目光能辨別的極微小顏色間的差別,該單位的數值與人的感覺的關系如下:
優點:
1. 客觀準確,可以量化測量結果。
2. 可以重復測量,減少了人為誤差。
3. 對于小面積或遠距離的涂層,也能準確測量。
缺點:
1. 對于復雜的顏色和紋理,可能難以準確測量。
2. 色差儀價格較高,操作也需要一定的專業知識。
在涂層色差的測定中,目視法和色差儀檢測法各有優缺點。對于一些簡單、規則的涂層,目視法可以快速準確地評估色差。但對于一些復雜、不規則的涂層,或者需要更精確的測量時,色差儀檢測法更為適用。此外,對于大批量生產的產品,為了保證質量的穩定性和一致性,通常會采用色差儀檢測法。
總結:
涂層色差的測定是涂層質量控制的重要環節。目視法和色差儀檢測法是兩種常用的測定方法,各有其優點和局限性。在實際應用中,應根據涂層的特性、生產規模和質量要求等因素,選擇合適的測定方法。同時,為了確保測定的準確性,需要對測定設備進行定期的校準和維護,對評估人員進行專業的培訓和考核。
上一頁 : 汽車漆顏色檢測及配方查找解決方案
下一頁 : D75LED標準光源:棉花分級室模擬晝光照明系統

添加微信咨詢
 地址: 廣州市增城區荔湖街道新城大道400號低碳總部園B33棟6、7、8層
地址: 廣州市增城區荔湖街道新城大道400號低碳總部園B33棟6、7、8層
 電話:020-82880288
電話:020-82880288
手機:18924229947
Copyright ? 2024 廣州保來發儀器有限公司 版權所有 粵ICP備2022072934號


